《倭刀》
信笔由墨 (2021-08-28 13:12:58) 评论 (1)《倭刀》
罪不在器,在人。
父亲有一柄倭刀。刀鞘内的两片软木衬垫上满是深色的斑粒,放在水中泡了许久,清水变成了暗红褐色,水中漂浮着密密的微末,水底是一层颗粒,暗色的捏着肉肉的,微微灰白的看着就是骨头碴子。母亲费了不少劲和时间把那两片软木衬垫清洗干净,但是那渗入木质的血红色依然淡淡的无法洗去。
“这把刀不知杀了多少人。”母亲感叹的说到。
【简史】
日本古坟时代中期(456年-507年)已经出现铁制刀剑,当时的原料以炼铁为主。譬如崎玉县的稻荷山古坟(约公元6世纪前半期)出土的“金错铭铁剑”制作于公元471年,刀上刻有115个汉字,是为纪念服侍雄略天皇的功绩而作。
平安时代(794年-1185年)末期之前的刀剑被归类为上古刀,刀形有别于现在常见的日本刀,或为直刃,或带双锋。在日本,上古刀剑极为罕见,且多已銹蚀,是重要的考古材料。根据现代的考古界说法,上古刀剑的代表作是平安时期的刀工天国的作品——著名的太刀小乌。
日本的古坟时代中期至平安时代末期之前相当于中国的南北朝(420年—589年)至唐朝(公元618年-公元907年)时期。在这一时期日本的刀剑制作受到汉环首刀和唐横刀的影响。

西汉错银青铜环首刀

汉环首铁刀。下面三柄刀尖呈对称圆弧状,与剑尖相同,可能是双刃刀。

日本正仓院藏金银钿装唐大刀
平安时代后期,正值中国唐朝灭亡后的五代十国的战乱年代,与日本的来往中断。由此,日本开始了刀剑自制、改造的时代。此时正值,是武士势力最活跃的“前九年之役”和“后三年之役”时期。由于武士门第势力增大,导致日本刀的大发展。如出产优质铁矿砂的伯耆国和备前国,还有作为政治文化中心的山城国,大和国等地,出现了不同流派的刀工,这个时候的日本刀主要被用于马上决战,所以多为太刀。这一时期的代表作品有源赖光在大江山斩了“酒吞童子”的“童子切”(伯耆国的安纲制,日本国宝),和传说让狐狸帮忙打造过的“小狐丸”(山城国的三条宗近制,二战时被毁)。除了安纲以外,山城(今京都)的三条小冶宗近,古备前友成等,被认为是现存刻有制作者名字作品的最古的刀工。
平安时代太刀特征为:镐造,庵栋,小切先,京反,前窄后宽,刀形优美。
镰仓时代初期日本刀与平安时代末期相似,镰仓幕府的武家政治体制的确立,使刀剑界十分活跃。后鸟羽上皇设置了御番锻冶,月月召刀工锻刀,积极的鼓励制刀。
镰仓时代中期,由于重视使用性的结果,刀幅宽,整体宽窄变化小。刀锋为猪首切先,品质实在,刀风刚健。此时短刀制作开始繁荣。
镰仓时代末期,两次元军入侵以及原有政治体制的崩溃带来的社会大动乱,使得制刀业繁荣。这个时期的日本刀比镰仓中期风格更加豪放。继承和发扬了刀幅广,刀体宽窄变化小的特点,切先也更长了。短刀,刀,太刀都同样的出现比其他时期更长的特点。
南北朝时代,大量出现了和以往不同的称为大太刀,野太刀的大型刀。
室町时代中期以后,日本刀由刀刃向下佩带的太刀转为刀刃向上佩戴的打刀。由于,转入了和平时期,日本国内刀剑需求量降低,日本刀开始作为贸易品大量生产,导致日本刀的品质开始下降。由应仁之乱再度引发的战乱,刀剑的需求量又再度膨胀,为适应需求出现了大量的粗制滥造品,使得日本刀的品质更加下降了。所谓的名物几乎不包括此时典型刀型-打刀。
到了江户时代,江户(今东京),大坂(今大阪)各地锻造业繁荣,各地名刀工涌现。随着太平盛世的持续,日本刀开始盲目追求华美的刃文,渐渐离实用性的本质脱离。此外,这个时代开始镡、小柄、目贯、笄等刀具装饰开始发达。
幕末期的骚乱开始后,以水心子正秀等为中心的主张古刀锻炼法复元派,再度将实战性强的日本刀制作法发扬。此后的刀被称为新新刀(新々刀)。正当制刀开始再度繁荣之时,明治维新展开了,1873年开始禁止武斗,1876年禁止警察、军人以外的人带刀的废刀令出台,日本刀急速衰退。
到现代,日本刀则作为一项传统工艺存在,但古式制刀法仍在各地流行。
【制作】
日本刀的制作技术非常繁复、工艺要求极高,每一道工序极为讲究。从炼钢、打刀、到抛光磨刀、直至完工,每一步都由不同的工匠师傅制作。虽然各流派的制作工艺有所不同,但大致可以分为如下几个步骤:
? 炼钢:
日本刀的材料钢,被称作和钢或玉钢,是以日本独有的传统土法——一种低温炼钢法练成,其炉温不超过1000℃。此法看似原始,但相比近代的高温炼钢法,能炼出品质纯良的好钢。但是,低温炼出的钢材较硬,较难打造,因此制作日本刀是人力密集型的工作。虽然不同地区,不同流派练出的玉钢有差异,但炼钢师傅能凭目视挑选出来品质最好的玉钢成品,送去打造成日本刀。
? 水减:
送到刀(工)匠的玉钢是海绵状的铁块碎料,并非完整的一块钢料。刀(工)匠师傅必须通过加热、锤打、淬火,将这些零散的玉钢块加工成一个厚薄基本均一,约为五毫米的坯料,同时还要通过锤打、淬火来控制坯料的含碳量和硬度。
? 锻炼:
刀工将烧红的钢块捶打锻造,钢块捶打开后再折叠起来捶打,如此反复,追打到第10次,就会有1024层的钢材,通过这一步骤,可将钢中硫等杂质和多余的碳素等清除,以增钢材弹性与韧性。这就好比揉面一般,捶打的层数越多,钢材中的碳和各种成分就会更加均一,铁晶体也会更细致,最终锻造出来的钢材品质均一、达数千层,十分强韧。
? 钢材搭配:
即将不同性能的钢坯料通过嵌入包夹的方法锻打成为一体作为刀坯。
? 素延:
将刀坯的形状捶打延长成长条形,叫做素延。在这个阶段基本出现刀的雏形。这一步完成后,刀工会将最前端部分切掉,来制作刀尖。
? 烧入:
即淬火,是最后一道火锻工序。刀工先用粘土、木炭粉和磨刀石的粉末调制出烧刃土,再将成形的刀身用烧刃土包封。刃的用土较薄,镐地和栋的用土较厚。封好的刀身被放入 750℃ - 760℃的炉火之中加热,经过特定的时间,再放到水中急速冷却,即另一道淬火工序。通过此步骤刀变得更硬更锋利,刀身会自然产生弧度。而经过此步骤在刀刃与刀面的边界处产生出如同洒上银沙般的颗粒状纹样,日语称做沸。这些细小的白点形成白雾一般的线条,称作匂,是鉴赏一把日本刀品质的重要依据。
由于这一步骤,技术要求非常高,稍有闪失,可能造成刀身崩裂,将对整把刀构成致命的损伤。另外即使勉强成形,也可能无法产生美丽的纹样。为了减少失误,现在刀工多用油来进行烧入的步骤。
? 收尾:
此时刀已基本成型,需要开始转入更细致的深加工。
? 锻冶押:
调整完成焼入的刀的弯曲度、刀工进行粗略的削制。此时检查修整细小的瑕疵、刀体形状等进入最终调整阶段。
? 茎:
为安装刀把而留出的部分,日语称为茎,也可以写成中心,中子。刀工调整茎的形状、开一个镶嵌刀柄时使用的目钉穴,即铆钉孔。并且刻上鑢目。这个部分容易生锈,根据锈迹可大致判定刀的年代。
? 铭切:
一般刀工在最后将自己的名字、住所、制作年月铭刻在茎上。严格讲,铭是被利器切在或錾在茎上的。一般的,在表面铭刀工名和住所(佩刀时向外一侧为表)、内侧铭制作年月和持刀者名,但是例外也很多见。
试刀的铭文——截斷銘,如“切落”、“截斷”,以及试刀人,亦刻于此处。详见【切味】.
以上步骤完成后,刀工的工作到一段落,研磨、造鞘、装饰、卷柄等工序另有专人负责,不属于刀工的工作范围。
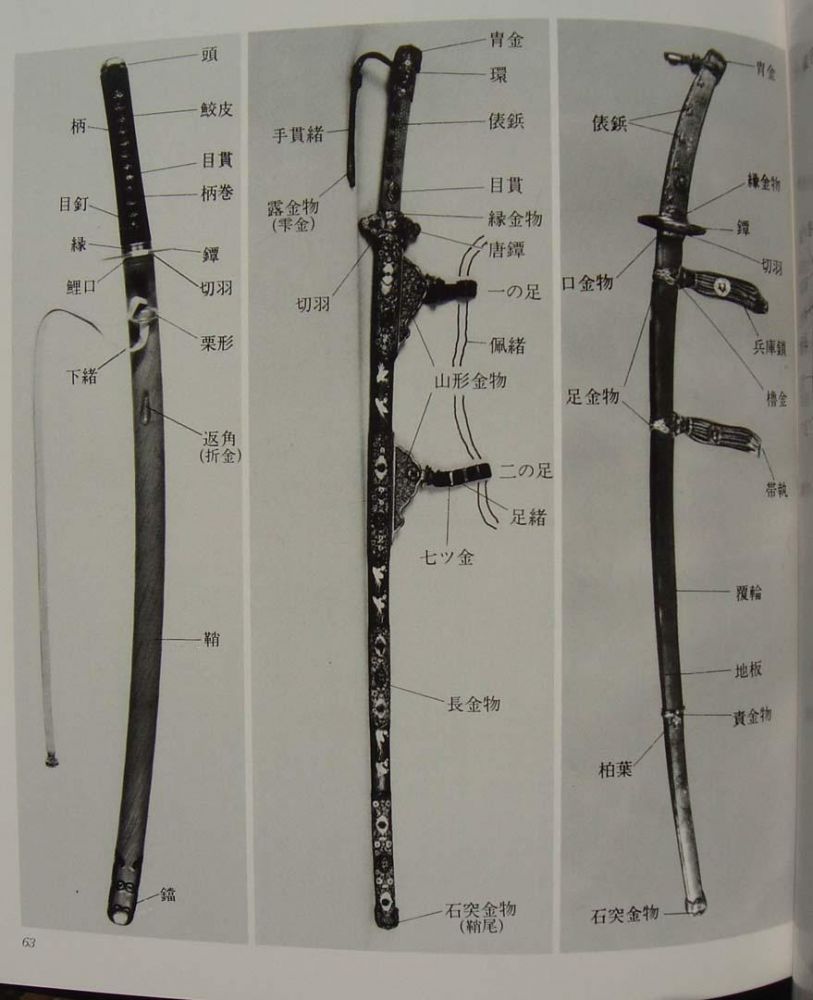
日本刀和相关配件
刀装配件包括鞘、小柄、笄、缘、头、目贯、镡等。其中以镡为主要配件,相当于一般的剑格或护手,其作用是:
? 出刀与收刀的开关。
? 格斗时保护手掌与手腕。
? 显示社会地位尊荣,高贵的象征。
安土桃山时代以前着重实用性,即前两项,以后则着重装饰性,即第三项
【分类】
日本对于刀剑不做区别,不论弯型直型均可称作刀或剑,与中国的分类大不相同。
常見的日本刀分為太刀、打刀、脅差、短刀、雉刀五種,凡擁有上述五種刀外形的刃物,都可以稱為日本刀。狹義上來說,只有用日本鐵煉出的鋼材,按照日本傳統方式鍛造和研磨、裝配的刀,才算是日本刀。
日本刀,又称武士刀、东洋剑,依据形状、尺寸分为太刀、打刀(刀)、胁差(胁指)、小太刀、短刀等。广义上还包括长卷、薙刀、剑、枪等。在日本制刀人被称作“刀匠”或“刀锻冶”。
日本刀的分类法主要有以下几种.
时代划分法
? 上古刀:平安时代(794年-1185年)末期之前的刀剑,以直刀为主,大刀等偶尔可见刀反,通常不列入日本刀之列。
? 古刀:指庆长(公元1596年到1615年)以前的日本刀。室町时代中期以前主要是太刀。
? 新刀:庆长以后的刀。
? 新々刀:依据水心子正秀(1750-1825。江户时代首屈一指的名工)提倡所制作,使用古刀锻造法的刀,另有诸说,概指18世纪末到19世纪初,幕末时期的日本刀。
? 现代刀:也有诸说,概指1876年日本颁布废刀令以后所制刀。
? 昭和刀:作为美术刀剑的日本刀范畴外的一种,是主要用于军刀的兵器用刀。有多种制法。
由时代分类法来看,倭刀虽然可以作为格斗的兵器,但其主要的用途已渐变为工艺收藏品了。
形状分类

各种日本刀,摆放方向不同,是因为铭文凿刻的方向不同。
? 太刀:刀身弯度较大,刃长60公分以上。
? 毛抜形太刀:茎兼柄之功用的太刀,存在于由直刀到弯刀的过渡期。
? 小乌丸形太刀:从刃区到物打属镐造,锋为双刃。稍有弧度,是直刀到弯刀的过渡期的一种刀。
? 刀:又称打刀,一般较太刀为短,刀身弯度亦较低。按现代分类指刀刃长度(刃长:切先到栋区的直线距离)60公分至80公分的刀。
? 胁差:又称胁指,指刀刃长度30公分至60公分的刀。
? 短刀:刀刃长度在30公分以下的刀。另外,30cm以上但是没有刀反的平造制法制成的刀,通称寸延也常被归为短刀。
细部分类
[锻造]

? 镐造:又称本造,最常见的日本刀造型。被认为是由切刃造进化而来。注:镐,刀身两侧的脊线,偏于刀背。
? 平造:刀身有如平面一块,没有可见的镐筋和横手,短刀,小胁差常有的造型。无镐。平造打刀在室町时代中期到末期之间也有极少数见。
? 片镐造:单斜面开锋,一面为镐造、一面为平造。
? 切刃造:镐更朝向刀锋的方向的造型。上古刀中常见。
? 锋双刃造:刀前端附近的部分,像剑一样为双刃。可以占去半个刀身。
? 菖蒲造:将镐造的横手部分去除后的造形。形似菖蒲叶,由此得名。短刀中常见。
? 冠落造:刀身上半段的镐地被削薄为菖蒲造的形态 连切先亦被削薄。
? 鹈首造:类似冠落造,不过切先保留原来的厚度。形似鹈细长的脖子、由此得名。
? 両刃造:双刃、刀锋向上。室町时代中期以后以短刀常见。
[反]
日本刀呈现弧度的部分称反,反在刀体的位置,随着时代的推移,有由刀后方向前推移的趋势。反的类型主要有以下几种。
? 腰反:刀反的中心位置位于锋与栋区的中心略下方的位置。平安时代末期到镰仓时代初期的太刀常见。
? 中反、华表反:刀反的中心位于锋与栋区几乎中心的位置。镰仓时代中期以后常见。
? 先反:反的中心在锋与栋区的中心偏上方的位置。室町时代以后打刀常见。
? 内反:一般的日本刀都是向着栋的方向制造出弧度、此为相反在刃的方向弯曲。镰仓时代的短刀常见。
[鑢目]
鑢目指的是刀工在茎上刻下的纹样,为的是增强摩擦而使刀柄不易脱落。按地方,时代,流派的不同鑢目也不同、是日本刀鉴定的一大根据。具体种类有:胜手下鑢, 化妆鑢, 镐筋违鑢, 鹰之羽鑢, 筋违鑢, 大筋违化妆鑢, 桧垣鑢, 横切一文字鑢等。
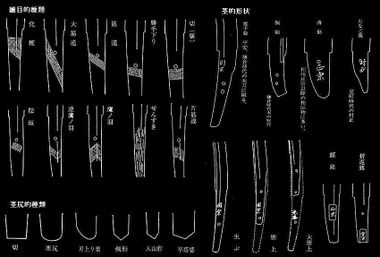
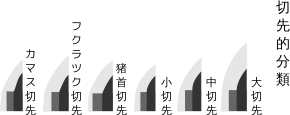
[切先]
日语称为切先或锋也就是刀锋的意思。刀尖与刀身的分界线称为横手。有别于世界各地的刀剑制法,日本刀的切先和刀身其他部分各有独立的锻炼步骤,一丝不苟。不同的时代,又各种不同的切先设计。观察切先的形状,就可以对刀剑的生产年份作出初步的估计。具体有大切先,中切先,小切先,猪首切先等。
[帽子]
帽子,又称铓子,指的是刀最前端的“切先”部分的“刃文”,这个部分的大小形状,以及烧制的刃纹等都能明显表现出个个不同的刀工和不同时代的特征,是非常重要的一个鉴别部位。
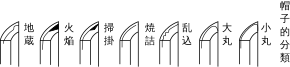
帽子的烧刃形状里有很多种类。刀工锻造切先的时候,钢材处于高温状态。焠火后 “镐”的部分遇冷收缩,“刃”的晶体却会彭胀 ,所以“帽子”会向“栋”的方向返缩。返缩的程度以“深浅”来形容,较深的形容为深,较浅的而带有急异的收势则形容为坚止。此外,较大的称为大丸,返缩弧度较少的则称为小丸。帽子的名称有以下几种:
? 扫挂:形状有如被扫帚擦过的痕迹。
? 乱込:帽子如乱刃。
? 烧诘:因为焠火缩胀而向后返缩。
? 地藏:顶端浑圆,形似地藏菩萨。
? 火焰:形如火焰。
? 尖:顶端呈尖形。
[刃文]
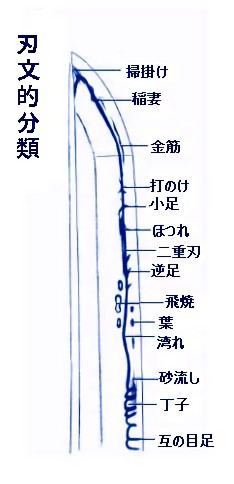
? 扫挂:像是用毛笔沿着烧刃扫过的痕迹。
? 金筋,稲妻:含有大量马登斯晶体的线状纹,“沸”集中时有很高的反光度。若线状纹多弯呈闪电形,则称为稻妻。
? 打:映出像三日月一般强光的短乱线。
? 小足:烧刃的边界线延伸到刀刃的状态。
? ほつれ:烧刃的线绽开,成为多重的状态。
? 二重刃:烧刃的线是两重的形状。也有三重刃的状况。
? 逆足:小足向上方延伸的状态。
? 飞焼:刃文偏开了刃的部分,跑到“地铁”上去的样子。如果在“栋”上的话则成为“栋烧”。
? 叶:在刀刃上明显的剧烈煅烧痕迹。
? 湾れ: 烧刃线呈微曲状。
? 砂流:因像水中流沙而得名。“沸”比较多,像是在烧刃中裂开来似的。
? 丁子:刃文的一种形状。因像丁香的种子而得名。
? 互目足:不同刃文相互重叠。
【切味】
日本刀的“切味”,就是刀的切割性能,是通过试斩来判定的。
1815年,山田浅右卫门吉睦著成了刀剑学经典《怀宝剑尺》一书。提出刀剑应该以其切割力作评判标准。方理按照切割力分类为四个等级:
最上大业物:即能够切透九成至整体的人体厚度的刀剑。
大业物:表示能够切透七至八成的人体厚度。
良业物:表示能够切透五至六成的人体厚度。
业物:表示能够切透两至四成的人体厚度。
除业物分类法外,还有人将尸体叠在一起测试刀剑能够一次过砍断多少层。能砍断一层的称为“一胴”;两层的称为“二胴”,如此类推。结果大多不会超过“三胴”。不过,据记载曾经出现过“四胴”甚至“七胴”的宝刀。经过试刀的日本刀通常会在刀茎上铭记如“某年某月于某处切断什么或断几胴”等内容,此举类似一种品质保证。
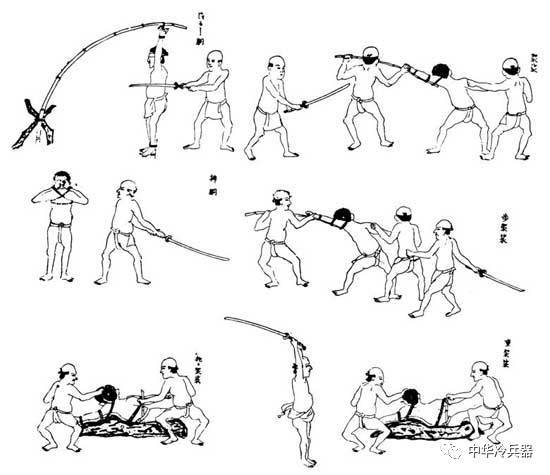
由此还出现了专业的试刀者,试刀者大致可以分为:生试,即切割活人;死人试,即切割尸体;和坚物试,即硬物切割三种。
较为文明的试刀方法是坚物试,多以铠甲、锻铁板、鹿角等坚硬的材料进行测试 。
从主观体验的角度来说,是挥刀做斩切时所感受刀刃切开目标物的难易程度。在古代是通过试斩来对比区分不同日本刀性能的做法,常用的有“生试”、“死人试”和“坚物试”三种。
“生试”
即拿活人试斩。因为不人道,被发现的话基本都是死罪。例如丰臣秀吉的养子秀次,贵至关白,然而拿活人试刀,被称作“杀生关白”,秀吉得知后就将其流放,并令其切腹自尽。
“死人试”
就是用尸体试斩,基本上以死囚的尸体为主。反应刀剑切味的“截断铭”所记录的就是试斩尸体的结果。试斩方式多以“据物试”为主,就是将尸体固定在土坛上试斩,既有按照斩过尸体不同部位(即不同的骨骼与肌肉分布)来区分的,也有按照一次性斩透叠放在土坛上的几具尸体来区分的(几胴切)。
“坚物试”
顾名思义就是拿刀去斩各种坚韧的硬物,比如铁板、铠甲、鹿角、木棒等等,又叫“荒试”。有时还用铁棒去敲打刀身、刀背做破坏性测试,这个搞法往往对刀会造成不可恢复的破坏效果,所以荒试一般是用于考验当时的刀匠能力水平。
“血试”
这是现代出现一种比较新奇的试验方法,源于研师。研师的工作是研磨刀,在常年工作中,手掌的皮肤会变得很厚,角质化的程度比普通人高的多,加上长期的经验,研磨时被刀刃不慎割伤的几率很小很小。然而在研磨有些名匠的作品时,仍然会不小心、甚至毫无察觉的就被切开了口子,直到血流出来染红了水面才发现并感到痛。现在被很多人看作是刀剑切味上佳的佐证。
“辻斩”
是古代日本的武士持刀在街上袭击砍杀路人(主要是部落民)的行为。此行为自日本中世直至江户时期早期常见,[1]直到1602年(庆长7年),江户幕府禁止了这一行为,并开始严厉处罚此类行为的犯人。辻斩行为的原因是多种多样的,可以作为试刀、夺财害命、纯粹是为了发泄不满、抑或是为了试验自己的武力。亦有称杀死一千人(千人斩)即能治好重病的传言。
江户时代以试斩闻名的人有不少,其中以山野加右卫门永久与其子山野堪十郎久英最为著名,现存刀剑上的金象嵌截断铭,他俩占了不小的比例。虎徹的刀上截断铭特别多,倒不是因为虎徹被用的多,而是虎徹兴里跟永久的关系不错。实际上虎徹兴里在世的时候,刀价就已经十分高昂,有钱买虎徹刀的人,没几个需要亲自操刀砍人的。他们也喜欢大和守安定的刀,所以大和守安定刀也试斩了不少,而且在永久64岁时用一支孙六兼元的胁差斩出了四胴的记录之后,又碰上能切五胴的一口大和守安定,于是赶紧添了一句看起来非常牛X的截断铭“天下开辟以来五胴落”。既然大和守安定的刀试斩出色,加上价格也不算贵,故此在江户武士中还颇受追捧,因为大和守安定刀的艺术水准不太高。
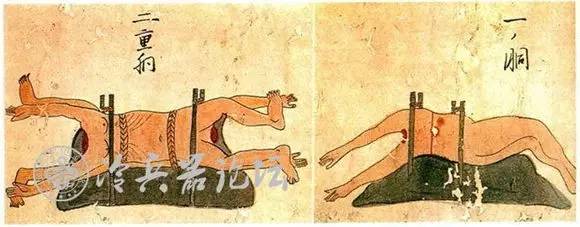
“生试”和“死人试”的试斩方式有两种:“切落”和“截断”。在查找有关“切落”和“截断”的资料时,发现“切落”的截断铭照片比“截断”多,但“截断”的图片很多,却没有找到单独的“切落”图画。下面这幅画的左侧上图应该是“切落”的一种,左侧中间的画很可能也是“切落”的一种方式。其余的应是“截断”。特别是右侧下方的画,是典型的“截断”。
“切落”的试斩方式是将死尸或死囚悬挂起来,串联成一排(见下图),由试斩人挥刀横切。因为被切断的半截身体会掉落下来,故称之为“切落”。

“切落”的截断铭如下图。铭文为:
? 时 间:宽文十二年(1671)七月十六日
? 效 果:三胴切落
? 试刀人:山野勘十郎久英
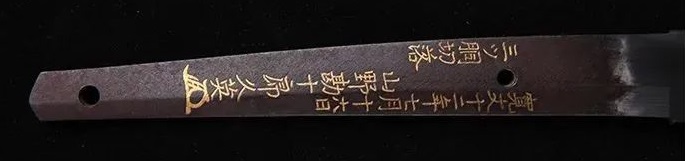
“截断”的试斩方式是将死尸或死囚绑缚在特制的设备上(见下图)。由试斩人举刀向下立斩。
“截断”的截断铭如下图。铭文为:
? 时 间:宽文十二年(1671)三月十六日
? 效 果:二胴截断
? 试刀人:武(?)列(?)浅草
? 地 点:善法谷
? 人 见:傳兵衞重次(可能是见证人)

【保养】
相关用具:
? 必备的有:打粉棒,目钉拔,丁子油 (御刀油),棉布,奉书纸
? 选配的有:刀枕,竹签 (用免洗筷代替)
操作步骤:
一、拔除目钉
目钉是用竹子、牛角或象牙等等材质做成,一端比较大,另一端比较小,目的是固定刀。正统的目钉方向都是固定的,从有目贯的那一端,即小的那一端,用目钉拔用力一推,就可以退出目钉。古时的日本刀大多只有一个目钉,现在的刀大多两个。如果遇到非常紧的目钉,就需要利用辅助工具退出目钉。
二、拆卸刀柄
拆卸刀柄时注意刀刃要朝前方,否则会发生危险。日本刀非常锋利,稍有不慎,会造成严重伤害。
首先,右手紧握刀柄,左手握拳,大约举高到右手上方30公分的高度,对准持刀的右手的虎口处,用适度的力道捶下。捶下右手的虎口处,会听到清脆的金属声,那是切羽以及刀镡以及刀茎相互撞击的悦耳声,同时表示您成功了。刀茎 (中心) 会跳出刀柄,你只要用左手的两根指头捏住刀身,就可以轻轻松松的将刀抽出来。
三、打粉
打粉的成分,包含了动物骨粉、极细的磨石粉等等。打粉的目的是为了清除刀身上的旧油。
左手握住刀茎的部位,刀刃朝向前方,右手持打粉棒,轻轻的敲在刀身上,大约均匀的间隔三到五次即可。个人的经验是:如果旧油比较多,可以多打几次粉,将粉平均扑在刀身表面,并停留一段时间,让粉吸收油份。打粉的吸油能力很强。
四、抹除打粉
有听过打粉可以磨亮刀身的说法,如果用品质不佳的打粉,可能会不慎将刀身刮伤,所以打粉的使用,除了小心之外,还必须注意品质。所以关于磨亮刀身的说法还必须请有经验的前辈指导,在这里还是建议大家轻轻的用奉书纸抹除打粉。抹除的时候请注意:必须单向的轻轻擦除,不可猛力的来回擦拭,否则刀身会严重刮花。通常打粉、抹除这个步骤需要进行二到三次才能将旧油彻底清除干净。
五、赏刀
清除旧油的刀干净光亮,利用这个机会欣赏刀,同时检查刀身是否有什么损伤。日本柴田先生的着作当中,有提到必须使用来自后方的光源,才能清楚的看见刃文、地肌、沸等等,所以高举刀身的目的,是为了不让光源被自己的身体挡住。
六、上油
先将丁子油倒些许在小块的棉布上,然后均匀的涂拭刀身,涂抹完毕之后,将刀置放大约15到20分钟,让油干,然后用大的棉布,以及奉书纸除去多余的油。奉书纸本身非常不会吸油,使用奉书纸的目的,是取其不易留下小纸絮的特性,以免遗留在刀身,届时小纸絮吸收空气中的水分,造成刀身的锈蚀。所以奉书纸大多用来抹除打粉,以及去除棉布留下的棉絮。
七、再打粉
有的人觉得上完油之后,刀身的光亮度会略差,这时可以再上打粉。
打粉只需來洎頭筿要稍稍打一到两次,微微的量,然后再用奉书纸去除。粉若打太多,刚刚辛苦上的油会被抹除干净。
八、安装刀柄
依序将切羽、刀镡装上刀身,然后将刀茎插入刀柄,刀刃朝外的原则不变,右手紧握刀柄的底端,左手握拳,自右手的下方往上捶击右手,大约二到三次,确认刀茎完全到底。检测目钉穴,当刀茎上的目钉穴与刀柄上的目钉穴已经一致,表示刀茎已就定位,这时将目钉插入目钉穴,然后用目钉拔上的小槌将目钉槌入。
九、收刀
纳刀时,跟抽刀的姿势并无二致,也是刀刃朝上,同时注意要心平气和,不可毛躁。以庵栋的刀为例, 首先将切先轻轻放在鲤口 (刀鞘口),栋对准鲤口下方的凹槽。确认刀身稳定,没有接触刀鞘之后,同样的,一口气缓缓的将刀完全插入刀鞘,如果中途犹豫或是停留,刀身一样可能会被刀鞘刮伤
【盛衰】
在影视作品中,倭刀砍杀的镜头远远多于其他兵器,但在真实的两军对垒的厮杀战阵中,弓箭是鐵炮發明之前,造成戰場死亡最主要的原因,其次是长兵器,待到拔刀相向时,战争已进入尾声。
根据火绳枪传入日本之前的备后泷山城之战的统计:士兵受箭伤的占61%,枪矛伤占19%,石伤占17%,而刀剑伤只占3%。
日本刀在戰場上缺乏存在感的另一個重要原因是鎧甲,能夠一次斬斷兩三具屍體的名刀,卻往往不能奈何一件普通的鉚接鎖甲,更遑論比鎖甲強的札甲和板甲了。儘管日本刀也有荒試(試斬硬物)的測試,但多數時候斬擊鐵甲除了給自己堅硬的刃口添堵(傷)之外,不可能給身披鎧甲的敵人以更重的傷害。
因此,日本刀在戰場上的作用更類似於手槍,是一種自衛武器,差不多也是日本武士最後的武器了。同時它還兼職一種特殊的職能,就是在戰場上割下敵人首級。
儘管日本刀在戰場上既不是主戰武器,更不是什麼最強冷兵器,但是在另一個場合卻大放異彩,這就是頻繁的市井暗殺和亂鬥事件。
在雙方都不著鎧甲的市井械鬥中,日本刀對無防護人體的毀傷能力表現的淋漓盡致,遂有了幕末四大人斬的傳說。在這種無防護的日本刀械鬥中,生死只在須臾之間,決定雙方生死的,一半是劍術,一半是運氣,一般來說在武器上不存在大的差別。然而當一方穿上鎧甲之後,日本刀缺乏破甲能力的劣勢,通常使這種械鬥變成單方面的屠殺。
1864年7月8日,京都守護職屬下的武裝組織新選組在近藤勇的率領下突襲意圖倒幕的長洲藩士聚集的旅館京都池田屋,新選組一方情報失誤,在5人突入池田屋後才發現屋子裡聚集了20多人,戰鬥就在4比1的懸殊人數差距下爆發了,結果卻令人瞠目結舌。
人數占優的長洲藩士死傷慘重,人數劣勢的新選組的損失卻微乎其微,這是因為新選組除了占有突然襲擊的先手,而且預先在衣服里穿上了鎖子甲,並佩戴了額鐵(保護頭面部的護具)和籠手(手甲)。
從神器到利刃再到魔物,日本刀在這三重意向中,漸漸模糊成為一個文化符號,戰場上的雞肋並不妨礙它成為日本民族靈魂的一部分。
但日本刀决非仅仅是艺术品,它同样也非常重视实用。刀从战国时代(明朝后期)起,就已经不再是主战武器。此时的刀剑主要只作为个人自卫武器、偷袭暗杀武器而存在。而正因为这个用途,刀每时每刻都成了武士性命攸关的东西,武士们对刀的锋利程度比之前更加重视了。这使刀的“试斩”非常流行。
在如今的热兵器时代,倭刀任然具有实战性,但更多的是作为艺术品和藏品。
【收尾】
本文节选于网上的有关文字,简略地介绍了一些倭刀的常识。对倭刀有兴趣的人,可以在网上查找更多的细节。下面列出了部分有关文章的练接。
从倭刀的制作可以看出日本人的精益求精的工匠精神。而中国人在明清两朝时这种精神却在逐渐消失。
【参考】
武士刀斩杀的体验:
倭刀的保养规则:
从两把武士刀故事看中日对待历史态度:
搜狗百科——武士刀:
https://baike.sogou.com/v485028.htm
倭刀试斩
评论 (1)
开头写父亲那把倭刀文字很美,似乎颇有些故事。可是为什么不接着写下去?倭人就是倭人,那个挥刀斩尸身的画面让人恶心!
信笔由墨